Безопасность жизнедеятельности : Реферат: Лучевые методы обработки материалов
Реферат: Лучевые методы обработки материалов
Федеральное
агентство по образованию РФ
Пермский
государственный технический университет
Кафедра:
«Сварочного производства и технологии конструкционных материалов»
Реферат
По предмету
«Технология конструкционных материалов»
На тему:
Лучевые
методы обработки материалов
Выполнил: ст. гр. ПКМ-07-1
Глезман А.В.
Проверил: доцент Лямин Я.В.
Пермь 2009
Содержание
Введение
Электронно-лучевая обработка
материалов
Технология электронно-лучевой
обработки конструкционных материалов
Испарение материалов
Электронно-лучевая плавка металлов
Электронно-лучевая сварка
Лазерная обработка материалов
Лазерная поверхностная обработка
Лазерная резка
Лазерная обработка отверстий
Ионно-лучевая обработка материалов
Ионное легирование
Ионно-лучевые методы осаждения
покрытий и ионная литография
Список используемой литературы
Введение
В течение последних 30
лет сформировалась электронно- и ионно- лучевая технология обработки
материалов. В этой новой области электронные и ионные пучки непосредственно
используются для осуществления технологических процессов. Возможные применения
электронно- и ионно- лучевой технологии простираются от получения
субмикроскопических структур в микроэлектронике до выплавки крупных слитков в
металлургии. Общим для всех этих установок является использование электронных и
ионных пучков.
Приблизительно в 1965
году электронно-лучевая плавка, сварка, напыление и обработка поверхностей были
внедрены в промышленное производство. В настоящее время широко используются в
производстве и ионно-лучевые технологии. Освоение лазерных технологий значительно
повышает эффективность современного производства.
Электронно-лучевая
обработка материалов
Электронно-лучевая обработка осуществляется в вакууме при
наличие специального оборудования: технологической камеры с вакуумной системой
и электронной пушки с высоковольтным источником питания.
На рис. 1.1 представлена типовая функциональная схема
электронно-лучевой установки. Установка состоит из вакуумной камеры 1, в
верхней части которой размещается электронная пушка 2. К пушке с помощью кабеля
высокого напряжения подводятся питание от высоковольтного выпрямителя 3. Внутри
камеры может также находиться механизм перемещения 5 обрабатываемого изделия 6.
Управление всеми агрегатами ведется с пульта управления 4. Вакуум в технологической
камере создается с помощью вакуумной системы 7.
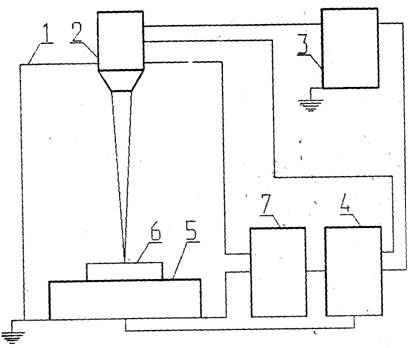
Рис. 1.1 - Функциональная
схема технологической электронно-лучевой установки: 1 - вакуумная камера; 2 - электронная
пушка; 3 - высоковольтный выпрямитель; 4 - пульт управления; 5 - механизм
перемещения обрабатываемого изделия; 6 -обрабатываемое изделие
Вакуум при
электронно-лучевой обработке необходим как для создания и формирования
электронного пучка, так и для защиты обрабатываемого металла от действия
кислорода и азота воздуха, ускорения дегозации металла при плавлении, удаления
некоторых вредных примесей и др.
К электронно-лучевым
установкам предъявляется ряд общих требований. Рабочая камера должна быть
газонепроницаемой и обладать прочностью, достаточной, чтобы выдержать
атмосферное давление при создании вакуума внутри камеры. В качестве материала
камеры лучше применять нержавеющую сталь. Толщину стенки камеры выбирают из
условий прочности с учетом обеспечения непроницаемости для рентгеновского
излучения. Камера снабжается смотровыми окнами для наблюдения за процессом.
Толщина стекла и его качество должны обеспечивать прочность, герметичность и
защиту от рентгеновского излучения. Камера должна иметь люки, обеспечивающие
загрузку изделий, подлежащих электронно-лучевой обработке.
Электронно-лучевые технологические установки состоят из двух
основных комплексов: энергетического и электромеханического, К энергетическому
комплексу относится аппаратура, предназначенная для формирования пучка
электронов с заданными параметрами управления его мощностью и положением в
пространстве. Электромеханический комплекс установки предназначен для
герметизации и вакуумирования рабочего объема, выполнения всех установочных,
транспортных и рабочих перемещений обрабатываемого изделия и электронной пушки.
Вакуумные камеры для электронно-лучевой обработки
являются одним из наиболее важных узлов установки для электронно-лучевой
обработки. От их формы, конструкции, жесткости и габаритов зависят габариты и
качество обрабатываемых за одну откачку изделий, удобство их загрузки и
выгрузки, возможность пристыковки дополнительных объемов в нужном направлении и
др. По степени специализации различают два типа камер: универсальные и
специализированные. Универсальные камеры предназначены для обработки изделий
любой формы и габаритов в пределах габаритов камеры. Такие камеры используются
в единичном и мелкосерийном производстве и выпускаются в соответствии с
принятыми параметрическими рядами. Это дает возможность выбрать камеры наиболее
подходящих размеров применительно к конкретным изделиям. Специализированные
камеры неразрывно связаны с конструкцией и габаритами конкретного изделия или группы
изделий. Часто специализированные камеры выполняют по форме обрабатываемого изделия.
Откачные системы служат для создания и поддержания в процессе
работы высокого вакуума в ускоряющем промежутке электронной пушки и в вакуумной
камере.
Манипуляторы
предназначены для рабочих, установочных и транспортных перемещений
обрабатываемого изделия и электронной пушки.
Системы наблюдения, используемые при электронно-лучевой
обработке, в большинстве случаев нуждаются в защите их от запыления парами обрабатываемых
материалов.
Смотровое окно кроме прочного иллюминаторного стекла содержит
рентгеновское стекло, необходимое для защиты обслуживающего персонала от рентгеновского
излучения из области взаимодействия электронного пучка с металлом.
Вспомогательные устройства и механизмы предназначены для
выкатывания манипуляторов из вакуумной камеры(выдвижные платформы), для сборки
изделий и других целей.
Электропривод в установках для электронно-лучевой обработки
управляется как в ручном дистанционном режиме для простых систем, так я в автоматическом
режиме для более сложных систем.
Управляющие функции могут выполняться с помощью компьютерных систем
или средствами локальной автоматики.
Технология электронно-лучевой обработки конструкционных
материалов
При осуществлении всех электронно-лучевых процессов
электронный пучок используют в качестве энергоносителя, который в
соответствующем виде воздействует на обрабатываемый материал. Пучок генерируется
в электронной пушке и через выходное отверстие пушки выводится в
технологическую вакуумную камеру. В ней размещены или в неё вводятся объекты
электронно-лучевого процесса - заготовки или материалы.
При встрече электронного
пучка с веществом кинетическая энергия электронов пучка. взаимодействующих с
атомами вещества, в результате ряда элементарных процессов превращается в
другие формы энергии. При сварке, плавке, испарении и термической обработке
используется возникающая при этом тепловая энергия. При нетермической обработке
и других процессах химической электронно-лучевой технологии столкновения
электронов пучка с атомами и молекулами возбуждают и ионизируют последнии,
вызывая химические реакции между ними. Эти эффекты воздействия электронного
пучка на вещество и определяет области электронно-лучевой технологии.
Испарение материалов
Испарение (точнее, испарительное осаждение) в вакууме
является важным способом получения тонких пленок.
Использование электронных пучков в процессах, связанных с
испарением материалов, обусловлено особенностями распределения потоков энергии
при нагреве этого материала. При электронно-лучевом испарении испаряемая поверхность
непосредственно нагревается бомбардирующими ее электронами. Такой способ
подвода энергии дает электронно-лучевому испарению ряд преимуществ по сравнению
с традиционными.
Другим стимулом внедрения электронно-лучевого испарения является
возможность, управляя электронным пучком во времени и пространстве, управлять
тем самым и потоком энергии в испаряемое вещество и воздействовать на скорость испарения
и распределение плотности потоков пара.
Испарительное осаждение - это процесс вакуумного нанесения
покрытий, при котором между испарителем и подложкой создается направленный поток
пара.
Принцип электронно-лучевого испарения пояснен на рис. 2.1.
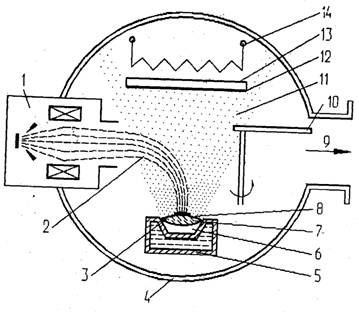
Рис. 2.1 - Принцип электронно-лучевого испарения материалов:
1 - электронная пушка; 2 - электронный пучок; 3 - поверхность, бомбардируемая
пучком; 4 - кожух технологической камеры; 5 - водоохлаждаемый тигель; 6 -
испаряемый материал; 7 - расплавленная часть материала; 8 - поверхность
испарения; 9 - откачка вакуума; 10 - диафрагма испарителя; 11 -поток пара; 12 -
напыляемый слой; 13 - подложка; 14 - подогреватель подложки
В основных чертах установка для электронно-лучевого испарения
состоит из технологической камеры с системой откачки, тигля с испаряемым
материалом, электронной пушки, заслонки для пара и подложки с приспособлениями
для её крепления, а иногда – нагрева.
Для того чтобы электронный пучок в поток пара распространялись
в технологической камере беспрепятственно, давление в ней должно поддерживаться
достаточно малым.
Нанесение покрытий из сплавов требует обеспечение одинакового
соотношения компонентов сплава как по всей поверхности подложки, так и по
толщине слоя. Слои из сплавов напыляют двумя методами: многотигельного
испарения или однотигельного испарения.
При многотигельном испарении компоненты испаряются порознь,
каждый из своего тигля, а конденсируются на подложке совместно. При
однотигельном испарении поток пара создается и конденсируется, имея тот состав,
который требуется для покрытия. Вариантом однотигельного испарения является
процесс, аналогичный фракционной возгонке, когда из тигля с большим количеством
расплавленного вещества его испаряют покомпонентно, изменяя мощность подогрева
по определенному графику.
Испарение соединений сопровождается частичной или полной их
диссоциацией, и получить из таких соединений простым испарением тонкие пленки заданного
состава невозможно. Однако для ряда соединений. таких, как хлориды, сульфиды, селениды,
теллуриды, а также полимеры, благодаря малой степени диссоциации или вследствие
рекомбинации компонентов при конденсации, возможность теоретического напыления
все же существует.
Промышленное применение электронно-лучевого
испарения, благодаря его преимуществам, существенно потеснило традиционные
способы испарения и открыло новые возможности.
Электронно-лучевая плавка металлов
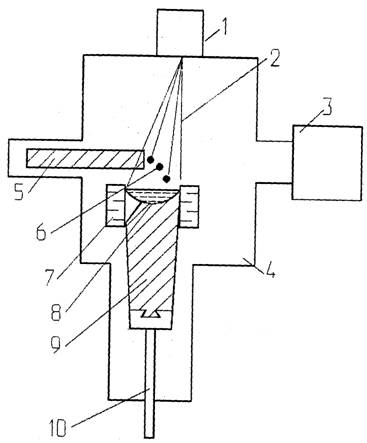
Рис. 2.2 - Принцип
электронно-лучевого переплава: 1 - электронная пушка; 2 - электронный пучок,
направляемый на расплавляемый штабик 5 и ванну расплавленного металла 7; 3 -
откачка вакуума; 4 - плавильная камера; 6 - капли переплавляемого металла; 8 -
выплавляемый слиток; 9 - водоохлахдаемый кристаллизатор; 10 - устройство
вытяжки слитка; 11 - смотровые окна
Электронно-лучевая плавка является весьма удобным способом получения
слитков тугоплавких и химически высокоактивных металлов. Здесь используются
такие особенности электронно-лучевой плавки, как высокая удельная поверхностная
мощность в рабочем пятне пучка и наличие вакуума, препятствующего поглощению
газов в ходе плавки. Областью применения электронно-лучевого переплава является
производство особо чистых сталей и выплавка слитков и фасонных отливок из
химически активных и тугоплавких металлов.
Процесс плавки изображен
на рис. 2.2, где показано взаимное расположение электронной пушки,
переплавляемой заготовки и кристаллизатора. Часть модности пучка расходуется
для нагрева переплавляемого металла на торце заготовки до температуры
плавления. Расплавляясь, материал в виде капель перетекает в ванну расплава в
кристаллизаторе. Скорость плавки пропорциональна мощности пучка, приходящейся
на расплавляемую заготовку. Другая часть мощности пучка подводятся в
кристаллизатор. Она должна быть достаточной для того, чтобы материал в ванне
находился в расплавленном состоянии вплоть до стенки кристаллизатора. Это дает
возможность получать слитки с гладкой боковой поверхностью. Если кроме формирования
такого слитка требуется проводить еще и рафинирование расплава, то мощность,
подводимую в кристаллизатор, следует увеличить.
Электронно-лучевая плавка может сочетаться с литьем. Для
этого необходимым элементом является литейный тигель, в котором материал
расплавляют и поддерживают жидким в достаточном количестве. Литейный тигель может
быть футерованным или медным водоохлаждаемым. Керамическая футеровка
тиглей и изложниц допустима только тогда, когда реакции материала футеровки с
расплавом не происходят или когда они не наносят вреда качеству продукта.
Перспективы развития электронно-лучевой плавки обусловлены
потребностями ядерной, аэрокосмической техники, электроники и химической
технологии в особо чистых материалах, сохраняющих прочностные свойства при высоких
температурах или обладающих высокой химической стойкостью.
В настоящее время в мире насчитывается несколько сотен
электронно-лучевых плавильных установок, работающих в промышленности.
Электронно-лучевая плавка занимает прочные позиции в производстве
слитков из ниобия и тантала. В металлургии титана и других высокоактивных и
тугоплавких металлов, а также кремния, повышается значение электронно-лучевой
плавки как способа переработки возвратных отходов производства.
Электронно-лучевая сварка
При электронно-лучевой сварке кинетическая энергия электронов
пучка используется для того, чтобы расплавить жестко ограниченные участки примыкающих
друг к другу деталей с тем, чтобы расплав, застывая, соединил детали.
Положительной стороной электронно-лучевого способа сварки является возможность
создания относительно высокой удельной поверхностной мощности в пятне пучка при
достаточно высоких значениях мощности всего пучка. Ввиду того, что процесс
электронно-лучевой сварки ведется в вакууме, этим способом можно сваривать детали
из химически активных металлов.
Электронно-лучевая сварка позволяет получать сварные соединения
с отношением глубины шва к его ширине, намного большим единицы, чего невозможно
добиться другими способами сварки плавлением.
Процесс сварки протекает следующим
образом. При достаточной поверхностной мощности электронного пучка в месте его
встречи с поверхностью детали появляется небольшая ванночка с расплавом. Если увеличить
удельную поверхностную мощность, сфокусировав пучок более остро, то в обрабатываемом
материале образуется паровая полость - канал проплавления. Этот эффект называют
эффектом глубокого (кинжального) проплавления. Нарушение оптимального режима
электронно-лучевой сварки ведет к появлению в швах дефектов, причем даже на
хорошо свариваемых материалах.
Лазерная обработка
материалов.
Для обработки и сварки материалов используются твердотельные
и газовые лазеры. Независимо от типа применяемого лазера и назначения лазерные
технологические установки состоят из ряда аналогичных функциональных узлов и
имеют общую структурную схему (рис. 3.1).
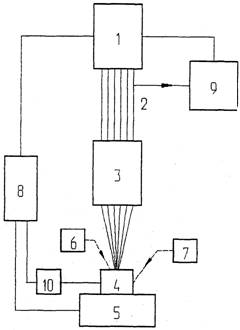
Рис. 3.1 - Структурная схема лазерной технологической
установки: 1 - оптический квантовый генератор (лазер); 2 - лазерное излучение;
3 - оптическая система; 4 - обрабатываемый объект; 5 -устройство для
перемещения обрабатываемого объекта; 6 - устройство для подачи защитного газа;
7 - источник вспомогательной энергии; 8 - программное устройство; 9 - датчик
контроля параметров излучения; 10 - датчик технологических параметров
Основным источником энергии, обеспечивающим процесс
обработки, является оптический квантовый генератор (лазер). Лазерное излучение
формируется оптической системой в пучок с определенными пространственными
характеристиками и направляется на обрабатываемый объект. При помощи оптической
системы могут осуществляться также визуальный контроль положения
обрабатываемого объекта относительно луча, наблюдение за ходом процесса
обработки и оценка его результата. В лазерной технологической установке имеется
также устройство для обеспечения перемещения обрабатываемого объекта в процессе
обработки.
Лазерная поверхностная
обработка
Улучшение эксплуатационных свойств металлических материалов
при различных видах лазерной поверхностной обработки связано с изменением структурного
состояния, фазового и химического составов поверхностных слоев. Используя
лазерный пучок как концентрированный источник тепла, можно выполнять различные
виды локальной термической обработки.
Для лазерного
глазурирования, как правило, используют непрерывное излучение с плотностью
мощности 104...107 Вт/см2. При перемещении
обрабатываемой поверхности под лучом лазера (или луча по поверхности) тонкие слоя
материала расплавляются и затем быстро затвердевают за счет передачи тепла
низлежащим холодным слоям металла основы.
Лазерное оплавление можно использовать для поверхностного
легирования или обработки покрытий. В последнем случае наблюдается залечивание
дефектов (пор и трещин) и улучшается прочность сцепления покрытия с основой
вследствие образования жидкой фазы, С помощью
лазера можно производить наплавку или напыление различных покрытий
аналогично процессам дуговой, плазменной или пламенной наплавки или напыления.
Лазерная закалка принципиально отличается от объемной закалки
тем, что она может протекать с оплавлением и без оплавления поверхности. Для
лазерной закалки могут быть использованы лазеры как импульсного, так и
непрерывного действия. Наиболее важные факторы, определяющие выбор типа лазера
- глубина упрочнения и производительность процесса.
Практика работы с лазерным излучением показала, что лазерная
термическая обработка металлов без оплавления поверхности практически
невозможна без специальных технологических мер, повышающих поглощающую способность
металла. Для получения стабильных результатов лазерной термической обработки на
обрабатываемую поверхность перед облучением наносят соответствующие покрытия.
Чаще всего для этой цели используют фосфаты марганца или цинка, различные краски,
суспензии.
Широко возможности лазерного отжига используют в электронной
промышленности. В отличии от обычного печного отжига с помощью лазерного луча можно
осуществлять контролируемый по температуре и времени нагрев поверхностных слоев
различных материалов на заданную глубину. При этом температура соседних
участков металла практически не изменяется. Применение лазерного отжига вследствие
локальности и кратковременности нагрева позволяет подавить диффузионные
процессы и существенно улучшить характеристики полупроводниковых материалов и
структур.
Лазерная резка
Разработка мощных и надежных лазеров на алюминий-иттриевом
гранате и СО2, работающих в непрерывном и импульсном режимах,
позволила осуществлять технологическую операцию лазерного разделения
материалов, которой присущи следующие особенности: обширный диапазон
разделяемых материалов; возможность получения узких разрезов и безотходного разделения;
малая зона термического влияния; минимальное механическое воздействие,
оказываемое на разделяемый материал; возможность автоматизации процесса; возможность
резки по заданному профилю; улучшение гигиены производства.
Разделение материалов может быть осуществлено либо при полном
удалении материала по линии разреза, либо при частичном удалении материала,
например, при образовании системы отверстий малого диаметра в разрезаемой пластине
по линии разделения с последующим разломом. Последний метод разделения называется
скрайбированием.
Метод резки материалов
лучом лазера с подачей в зону реза кислородной струи (газолазерная резка) заключается
в следующем. Излучение лазера с помощью соответствующей оптической системы фокусируется
на поверхность обрабатываемого материала. Коаксиально падающему излучению в зону
реза подается струя кислорода, которая способствует увеличению поглощенной доли
излучения вследствие образования на поверхности пленки окисла и удаляет образовавшуюся
пленку и расплав из зоны реза до тех пор, пока материал не будет полностью разрезан.
Луч лазера является источником теплоты с высокой концентрацией энергии, что
приводит к уменьшению ширины реза, снижению размеров зоны термического влияния
и дает более высокую скорость разрезания по сравнению с любым из других методов
термической резки. Ширина реза близка к диаметру пятна излучения в фокальной
плоскости или несколько меньше, а размер зоны термического влияния составляет
0,05...0,2 мм.
Лазерная обработка
отверстий
При разработке процесса лазерной обработки отверстий
необходимо: определить значения параметров лазерного излучения - энергии,
длительности, расходимости пучка, числа импульсов; выбрать условия обработки:
фокусное расстояние рабочего объектива, увеличение окуляра наблюдательной
системы; выбрать лазерную технологическую установку; установить методы
настройки технологического режима лазерной установки; предусмотреть (в случае
необходимости) меры дополнительного повышения качества лазерного сверления и
средства автоматизации процесса; определить экономическую эффективность
процесса по соответствующим методикам
Пичковая структура лазерных
импульсов свободной генерации является причиной возникновения в полости обработки
значительного количества расплава. Неуправляемое течение жидкости по
стенкам и дну отверстия искажает продольную форму отверстия и снижает воспроизводимость
размерных результатов обработки. Количественная оценка доли погрешности, вносимой
нестабильности пичковой структуры лазерного импульса, затруднена. Заметного снижения
погрешности можно достичь при использовании импульсов с упорядоченной
структурой.
Ионно-лучевая
обработка материалов
Ионно-лучевая технология - это комплекс способов обработки
материалов энергетическими потоками ионов, в результате воздействия которых
изменяется форма, физико-химические, механические, электрические и магнитные
свойства обрабатываемых изделий.
Несмотря на высокую стоимость
технологического оборудования и относительную сложность его обслуживания, все
больше новейшего оборудования ионно-лучевой технологии появляется в цехах и
лабораториях современных производств.
Ионное легирование
Ионное, легирование материалов, или другими словами, ионное
внедрение и ионная имплантация. в настоящее время становится основным
технологическим процессом из применяемых для модификации электрофизических,
химических, оптических, механических и других свойств поверхностных слоев
материалов.
Метод ионного легирования основан на контролируемом внедрении
в материал (твердое тело) ускоренных ионизированных атомов и молекул.
Особенно перспективным метод ионного легирования оказался для
полупроводниковой электроники. Этот метод обладает преимуществами:
универсальность, т.е. возможность введения любой примеси в любой материал;
локальность воздействия; отсутствие нагрева подложки; возможность строгого
дозирования примесей; простота управления; высокая чистота вводимых примесей и
т.д.
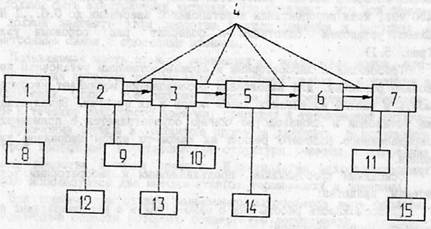
Рис. 4.1 - Структурная схема установки для ионно-лучевого
легирования: 1 - система напуска рабочего вещества; 2 - источник ионов; 3 -
система формирования ионного луча; 4 - ионопровод; 5 - сепаратор ионов; 6
-система откачки; 7 - камера с образцами; 8 -11 - системы откачки; 12 - блок
питания ионного источника; 13 - блок вытягивающего и фокусирующего напряжения;
14 - блок питания сепаратора ионов; 15 - блок контроля дозы облучения
Оборудование для ионного легирования поверхностных слоев
материалов ионами определенного выбранного вида представляет собой специальные
технологические ускорители. Диапазон энергий, в пределах которого обычно
ускоряются ионы, распространяется от 20 до 450 кЭв, хотя перспективны и
установки с энергиями до 0,6...I МэВ.
Схемы установок однотипны и содержат ряд основных узлов (рис. 4.1).
Требования к лабораторным и производственным установкам
несколько различны. Для выполнения исследований возникает необходимость в частых
изменениях типов ионов и их энергии. Эксплуатация же установок в производстве
обычно осуществляется с применением определенного рабочего режима на каком-то
одном выбранном типе ионов.
Все типы установок по системам ускорения ионов условно можно
разделить на три группы: с ускорением до сепаратора и (или) после сепаратора.
При выборе типа установки существенна величина дозы легируемой примеси, и по
этому признаку установки также разделяют на три типа: малых и средних доз,
больших доз с интенсивными ионными токами, высокоэнергетические.
Одним из основных узлов любого технологического ускорителя
является ионный источник. По принципу действия и протекающим в них физическим
процессам эти источники подразделяются на источники с разрядом Пеннинга,
высокочастотные, с контрагированным плазменным разрядом (дуоплазматроны),
дуговые. Последние нашли наибольшее применение в установках со значительным
током пучка ионов. К эксплуатационным характеристикам ионных источников
относятся: сила тока пучка в стационарном режиме; возможность работы с
исходными рабочими веществами, в состоянии поставки (газ, жидкость, твердое
тело); коэффициент использования рабочего вещества; возможность управления
энергией ионов на выходе из источника при малых изменениях силы тока;
экономичность, т.е. отношение силы ионного тока на выходе из источника к
подводимой к нему мощности; долговечность; простота конструкции, позволяющая
быстро заменить его элементы при разрушении.
Ионно-лучевые методы осаждения покрытий и ионная литография
Тонкие и толстые пленки и покрытия с воспроизводимыми и
заранее заданными свойствами можно получать в условиях высокого вакуума
осаждением из сепарированных ионных пучков. Этот метод успешно осваивается в
настоящее время промышленностью.
Осаждение тонких пленок из сепарированных ионных пучков -
самый “чистый” способ, хотя его производительность и невелика. Для микро- и
оптоэлектроники, функциональной электроники возможность получения строго
контролируемых по составу, практически беспримесных, однородных по структуре тонких
пленок открывает новые перспективы создания устройств с уникальными
эксплуатационными характеристиками.
Данный метод заключается в создании потока ионов
определенного вида и энергии и осаждении их на выбранной подложке. Осаждение
производится в сверхвысоковакуумной камере, поэтому в пленках отсутствуют
включения атомов инертных газов, свойственные плазменным методам. Сепарация
ионов по отношениям их массы к заряду исключает из состава ионов пучка
посторонние примеси, в том числе ионы материалов электродов ионного источника.
Чтобы исключить распыление наносимой пленки и обеспечить оптимальные
условия ее роста, необходимо вести осаждение при относительно малых энергиях
ионов. Регулируя энергию ионного потока, можно эффективно управлять процессом
роста и качеством пленки.
Однако этому методу присущи и недостатки. Так,
продолжительность осаждения пленок заметно превышает время всех других известных
процессов нанесения покрытий. Сложность и высокая стоимость оборудования,
необходимость в обеспечении сверхвысокого вакуума в рабочей камере - все это
ограничивает применение метода.
Ионная литография. Развитие микроэлектроники требует
разработки методов формирования элементов интегральных схем с размерами меньше
одного миллиметра. Такие методы являются основой нового направления
"субмикронной технологии", т. е. технологии создания устройств с
высокой плотностью элементов, имеющих размеры до 0,1 мкм. Процесс формирования
рисунка в слое резиста с помощью ионных пучков получил название - ионная
литография.
Как известно, благодаря большой массе быстрые ионы
при движении в пленке резиста рассеиваются на значительно меньший угол, чем
электроны. Если длину пробега ионов выбрать примерно равной толщине плёнки
резиста, рассеяние ионов границей между резистом и подложкой будет пренебрежимо
мало и откроются возможности получения экспонированных объектов с субмикронными
размерами.
На пути практической
реализации принципов ионной литографии встречаются серьёзные трудности,
связанные с созданием источников тяжелых ионов с высокой яркостью, а также
быстродействующей системы управления и формирования ионного пучка.
Список используемой
литературы
1. Беленький В.Я., Язовских В.М.
«Электронно-лучевая, лазерная и ионно-лучевая обработка материалов». Пермь,
1995.
2. Дальский А.М., Барсукова Т.М.,
Бухаркин Л.Н. «Технология конструкционных материалов». М: «Машиностроение»,
2002.
|



